Breve Introducción
La máquina pegadora automática corta y pega la madera contrachapada a una cierta profundidad a través de una herramienta preestablecida, y luego se ajusta a la tira de madera enviada por el servo, y por último formar un producto de carpintería.
Requisito de proceso
Basado en el control de la tecnología del dispositivo de tira, se agregan seis nuevos controles de motor paso a paso para lograr la función de configuración de distancia de la herramienta, que se puede mover rápidamente a una distancia preestablecida para lograr un control preciso.
Análisis de solución
El sistema de control contiene un HMI LEVI2070D, y el PLC LX3V-1616MR2H, así como 2 módulos de expansiónLX3V-4PG.
Razones para la selección
La maquinaria de carpintería utiliza principalmente PLC de tipo relé como control principal, y controla directamente periféricos como válvulas solenoides o inversores. Al mismo tiempo, el cliente requiere compatibilidad con el esquema de control anterior, y la herramienta se puede cambiar a la configuración manual mecánica de la herramienta.
Por lo tanto, en la selección, el número de puntos de relé de LX3V-1616MR2H cumple con los requisitos. En el aspecto del control de 6 herramientas, el módulo de expansión LX3V-4PG se puede utilizar de manera uniforme para cumplir con los requisitos. En base a los factores anteriores, se llevó a cabo la configuración de selección
.
Principio de control principal:
El servocontrol original todavía utiliza el punto de salida en el PLC para el control. El programa original no cambia. El nuevo programa solo aumenta el control del LX3V-4PG a 6 motores paso a paso.
Para realizar el control de operación de longitud fija del motor paso a paso en el programa, es necesario tener todas las funciones, como encontrar el origen, función modo manual, cambiar manualmente y correr automáticamente. Proporcione a los depuradores tantos modos de operación como sea posible para lograr los mejores resultados de depuración y experiencia del usuario.
Breve introducción al programa
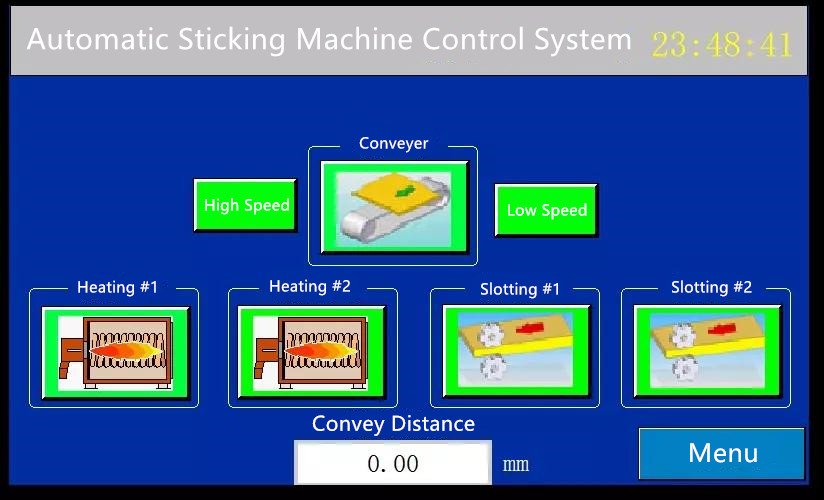
Programa HMI
Pantalla principal

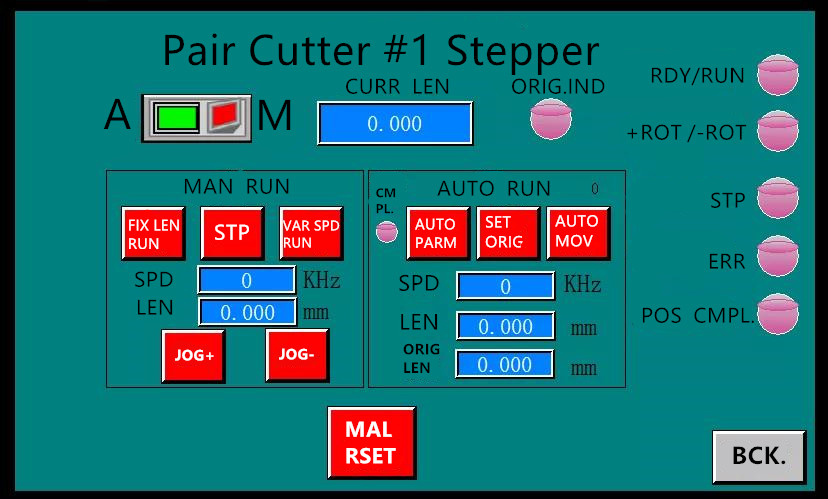
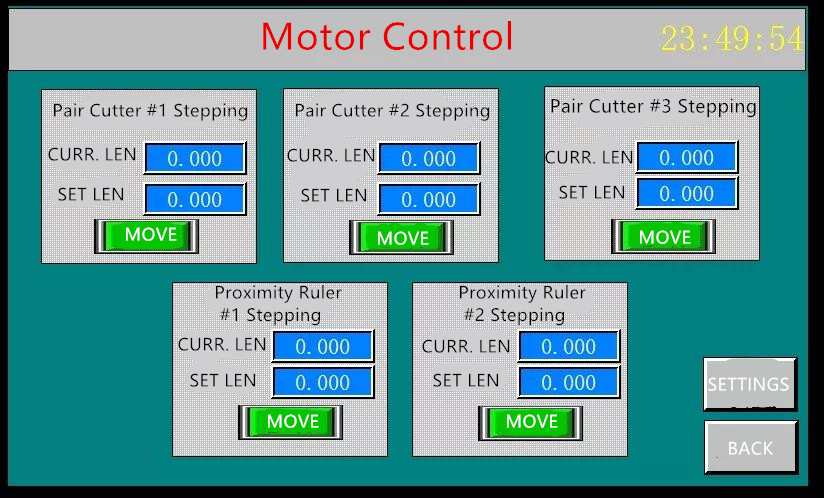
Motor Setting Page

Pantalla de depuración detallada de uno de los motores paso a paso.

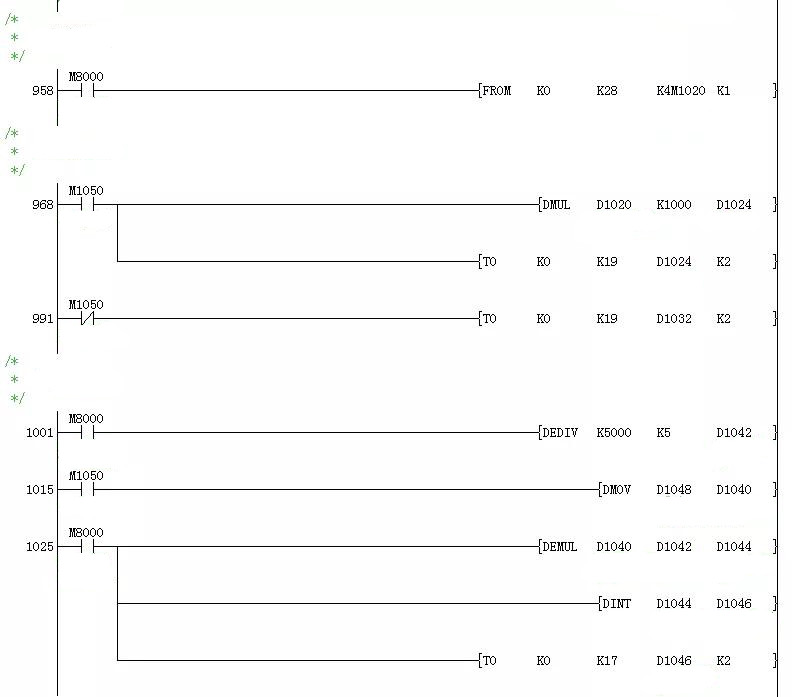
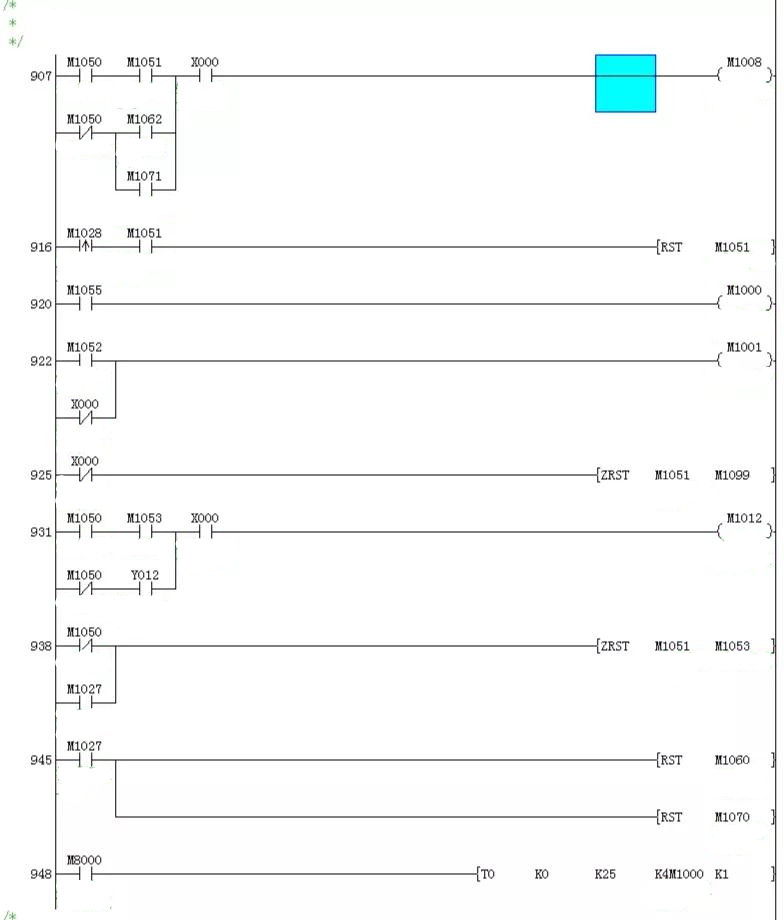
PLC Program
LX3V-4PG Manuel Setting


Umen del proyecto
Durante la depuración, hubo un problema de que el posicionamiento del motor paso a paso era inexacto. Después de muchas pruebas, se encontró la solución. Es decir, es necesario conectar una resistencia 2K en serie entre el pulso y la dirección del motor paso a paso. Esto tiene algo que ver con la marca de diferentes motores paso a paso. Se recomienda que el cliente realice el procesamiento en serie independientemente de la marca para garantizar el funcionamiento preciso del equipo.
Esta depuración resume los siguientes puntos:
1. Seleccione el plan de acuerdo con las necesidades, no solo considerando el costo, sino también la compatibilidad del programa general.
2. Para el módulo de expansión LX3V-4PG, es necesario planificar previamente la dirección. Los requisitos de control de los seis motores paso a paso son los mismos, pero las direcciones son diferentes. Si puede planificar bien las direcciones, puede obtener el doble del resultado con la mitad del esfuerzo.
3. Para los problemas que surgen durante la depuración, asegúrese de verificarlos de principio a fin, eliminar los factores de los problemas uno por uno y finalmente solucionar los problemas.